Crafting Precision Since 1960. Engineering a Future
Over 60 years of dependable manufacturing excellence.
Global Compliance from the town of Coimbatore
Stringent quality matched with agile customer focus.
Clients & Segments
We are serving our clients across the globe, trusting us for high-precision castings, timely delivery, and technical support.
At Mahendra Foundry Division
Part of the legacy-rich Mahendra Group, the Mahendra Foundry Division blends six decades of engineering heritage with modern innovation. We specialize in Grey and SG Iron castings that power industries like agriculture, automotive, pumps, and general engineering. We are on a mission to harness the skills and knowledge of our people to make Mahendra Foundry a global leader in cast iron solutions — enabling our customers to operate with a lasting competitive edge through continuous innovation and quality.
Years of Experience
0+
Tonnes capacity
0+
Workforce
0+
Segments We Cater To
Automotives, Agriculture, Appliances, Oil & Gas, Power industries, General engineering,
Infrastructure
Our foundry spans 5 acres with 30,000 sq. ft. of built-up space, equipped with advanced melting, molding, and finishing facilities. Designed for both scale and precision, the setup integrates automation with skilled expertise to ensure consistent quality, faster lead times, and reliable delivery that meets global standards.
Production Facilities
Tri-Track Inductotherm Induction Furnaces – 3 units (0.5 MT each, 550 KW Tri-Track) with a total capacity of over 30 MT of iron per day.
ARPA 300 Molding Machines – 400x520x150 mm & 520x520x150 mm heights.
Cento SINTO High Pressure Molding Machine – 660x508x200 mm.
Part Weight Capability – From 0.25 kg to 50 kg.
Core Making Facilities – Cold Box Core Shooter (5 kg & 10 kg), Oil Core, and CO₂ Core Making.
Auxillary Equipment – Sand hoppers (80 MT × 2), sand cooler with vibrating system, ambient control equipment for pollution control.
Shot Blasting Machines – Hook type (250 & 500 kg) and Drum type (250 kg).
Well-equipped Fettling Shop.
Production Facilities
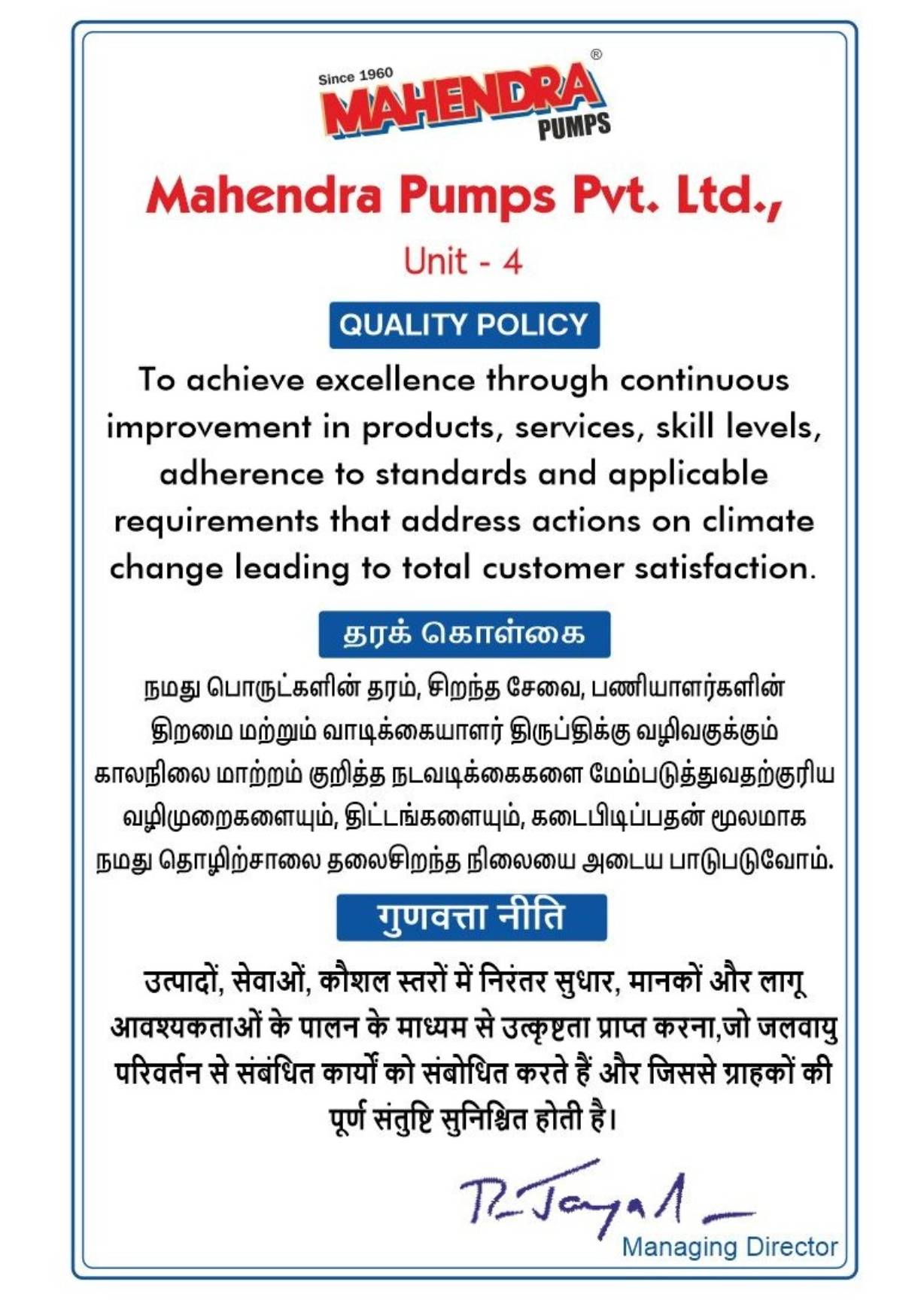
Quality You Can Trust
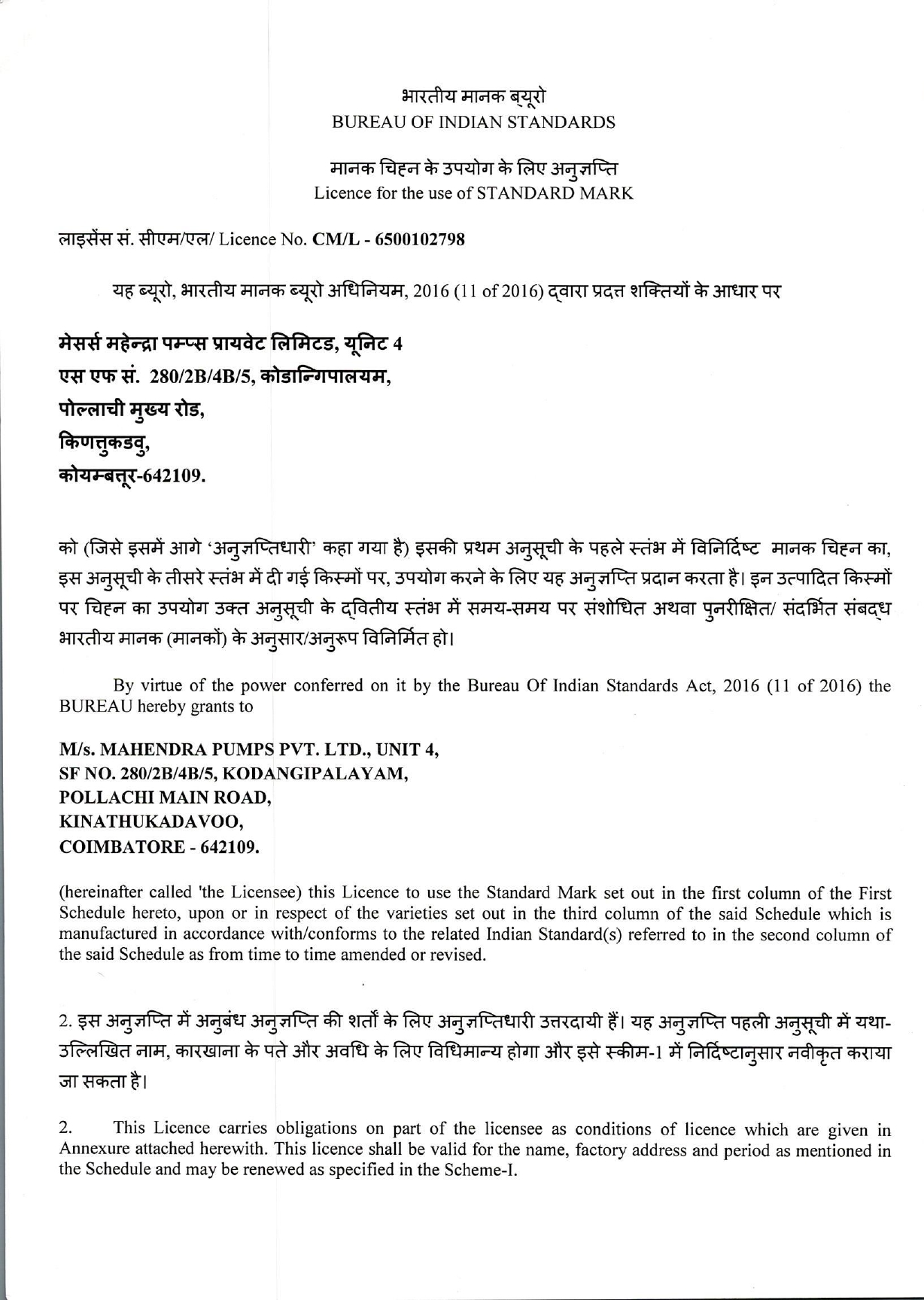
ISO Certified since 1998 – Ensuring globally recognized standards.
Spectrometer Testing – Complete analysis of all 24 iron-based elements.
In-House Labs – Sand Testing Lab Facility, Chemical Testing Facility, and Mechanical Properties Testing Facility.
Mechanical Testing Equipment:
A. Brinell Hardness Tester (3,000 kg)
B. UTM (40 Tons)
C. Image Analyser
Quality You Can Trust
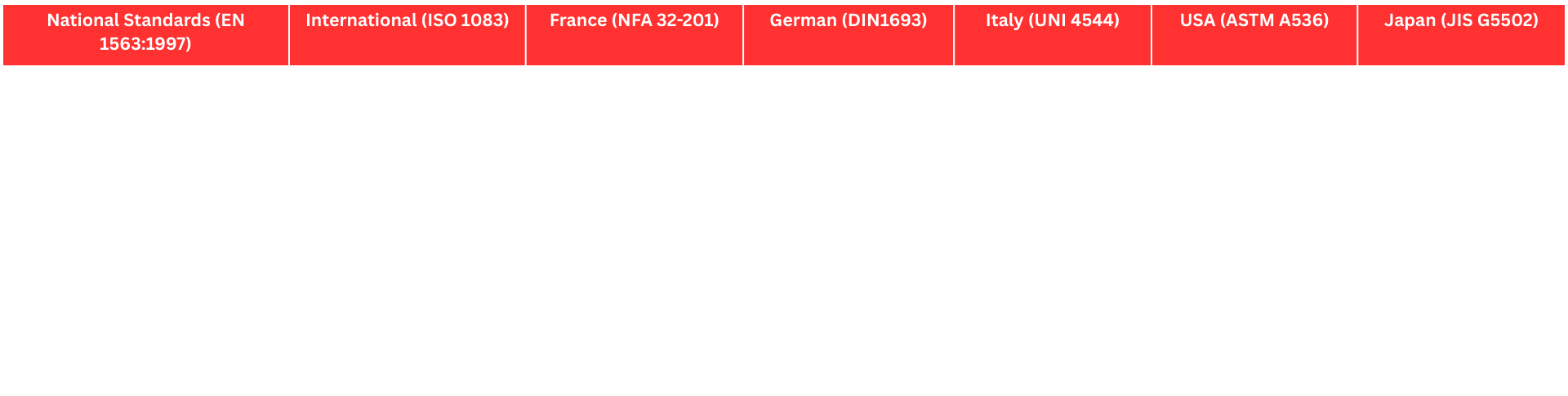
Grades for Every Application
Mahendra Foundry caters to diverse industrial needs.
Providing cast iron solutions across a wide range of grades and specifications.
Tailored to meet performance and durability requirements.
Grades for Every Application
Grey Iron Grades
Ductile Iron Grades
Our Products
Anchor Buster
SG 550/6
Anchor Buster
Pump Casing
FG 260
Pump Casing
Cover Casing
FG 200
Cover Casing
2" Body
FG 260
2" Body
Casing
FG 200
Casing
Bearing Housing
FG 260
Bearing Housing
Motor Body
FG 200
Motor Body
Flange
FG 200
Flange
Segment Carrier
FG 260
Segment Carrier
Drive Wheel
SG 450/12
Drive Wheel
Bearing Housing
FG 260
Bearing Housing
Segment Carrier
FG 260
Segment Carrier
Our Gallery
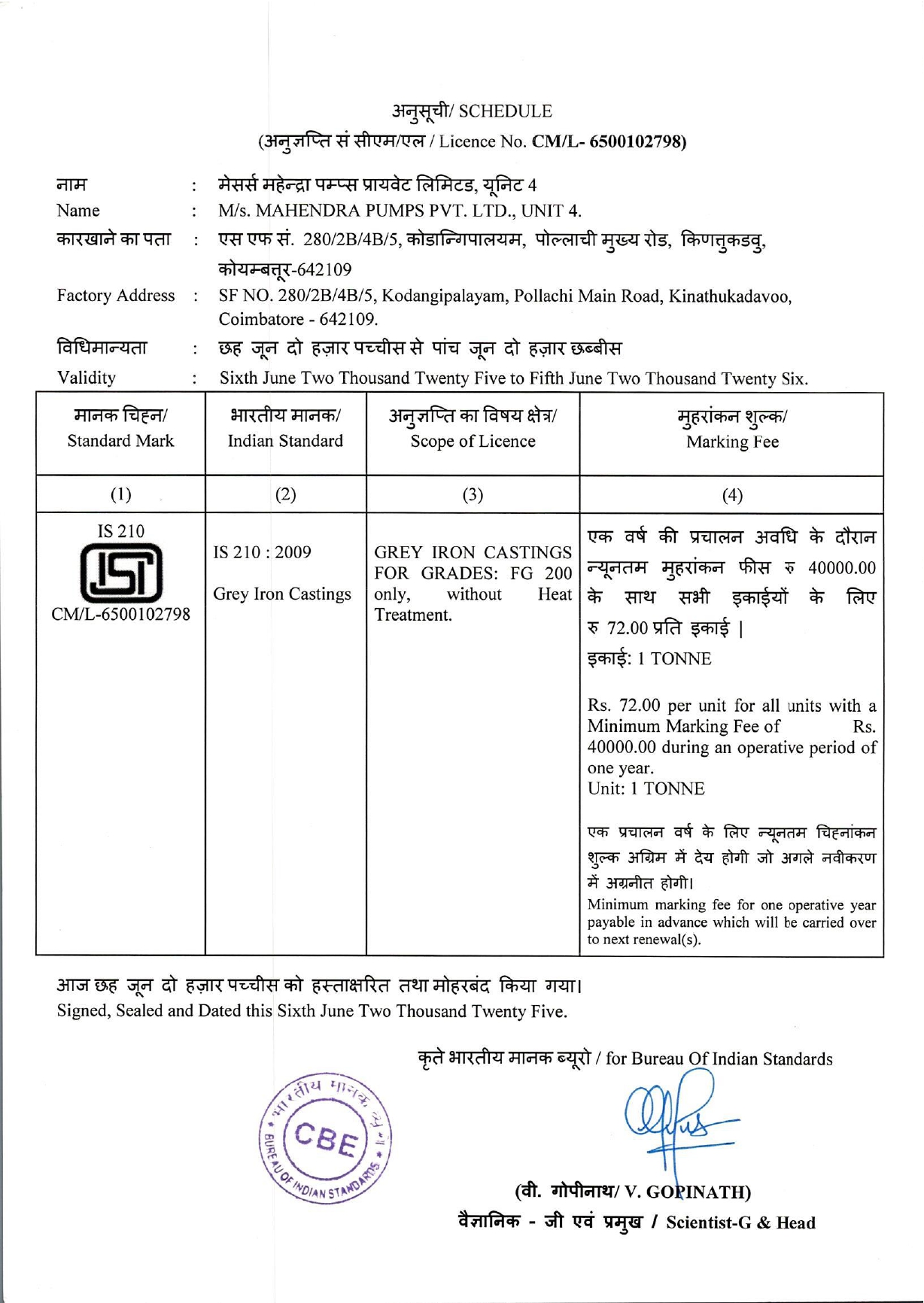
Our Certificates
Testimonials
Alex
New York
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Nullam porttitor tortor turpis, vel semper massa hendrerit eu.
Ron
New York
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Nullam porttitor tortor turpis, vel semper massa hendrerit eu.
Kasey
New York
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Nullam porttitor tortor turpis, vel semper massa hendrerit eu.
Amber
New York
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Nullam porttitor tortor turpis, vel semper massa hendrerit eu.
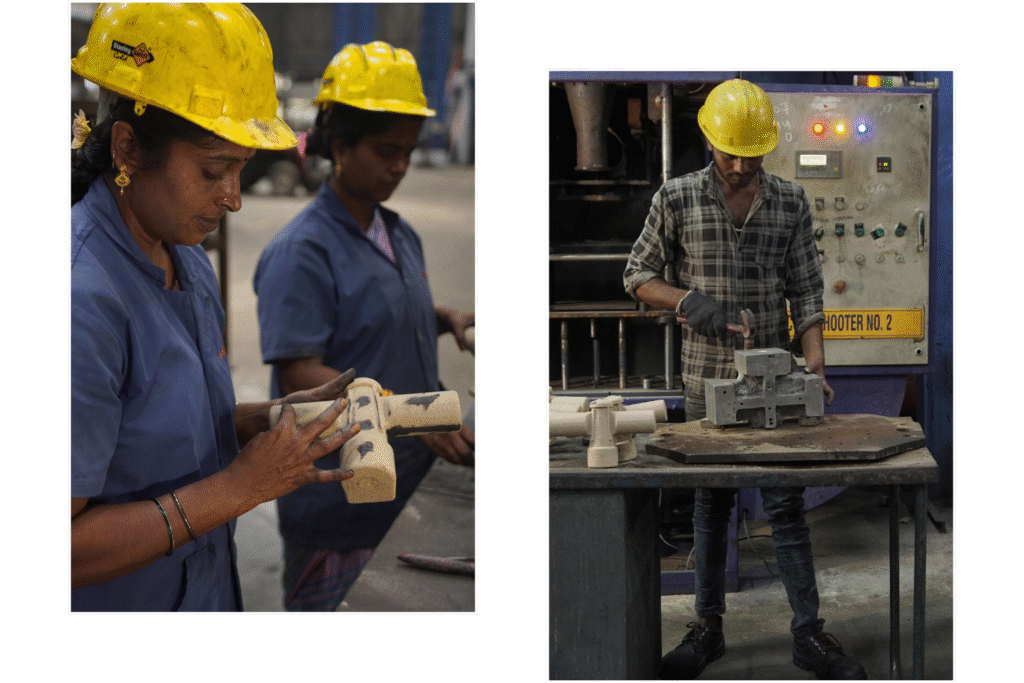
Safety & Sustainability
At Mahendra Foundry, we also place the highest emphasis on team safety and well-being. Our facility is fully equipped with modern safety systems, regular training programs, and protective gear — ensuring a secure, efficient, and compliant working environment across all operations.